Экспертиза муфты заднего привода автомобиля Kia Sorento
![]()
105037, г. Москва, Измайловский проезд, д. 11, стр.2.
тел. +7 (495) 234-78-05; +7 (495) 764-27-21
www.avtotehexpert.ru, е-mail: avtotehexpert@mail.ru
ЗАКЛЮЧЕНИЕ СПЕЦИАЛИСТА
№ ... /17
20.04.2017 г. ООО «ЭКЦ «Автотранспорт» и ООО «...» заключили договор №/17 на проведение исследования причины выхода из строя муфты включения заднего привода автомобиля ... .
На разрешение исследования поставлены вопросы:
1. Какова причина выхода из строя муфты включения заднего привода автомобиля?
2. Причина, повлекшая неисправность муфты включения заднего привода, является производственным дефектом или является следствием нарушения условий эксплуатации?
3. Если дефект является следствием нарушений условий эксплуатации, мог ли водитель в процессе эксплуатации предвидеть появления данной неисправности (с использованием штатной панели приборов и оборудования) и принять какие-либо меры, чтобы не допустить выход из строя муфты включения полного привода?
Исследование поручено специалисту ... (автотехническое исследование), имеющему высшее техническое образование (Московский автомеханический институт), квалификацию судебного эксперта по специальностям «Исследование транспортных средств в целях определения стоимости восстановительного ремонта и остаточной стоимости», «Исследование технического состояния транспортных средств», «Исследование обстоятельств дорожно-транспортного происшествия»; «Исследование следов на транспортных средствах и месте дорожно-транспортного происшествия» (транспортно-трасологическая диагностика), полученных в Российском Федеральном Центре Судебной Экспертизы при Министерстве Юстиции РФ и в Московском автодорожном институте (МАДИ), квалификацию эксперта-автотехника I категории (ГТУ МАДИ), являющийся экспертом-техником и зарегистрированный в государственном реестре Минюста (номер 4551), стаж экспертной работы с 2002 года и специалисту ..., имеющей высшее образование по специальности инженер-металлург "05.16.01 - "Металловедение, оборудование и технология термической обработки металлов" Волгоградского политехнического института, диплом с отличием: №Э412629 от 03 июня 1975г. Кандидат технических наук ... .
ИСХОДНЫЕ ДАННЫЕ:
1. Автомобиль ... .
2. Дефектовочная ведомость к заказ-наряду №390563, выданная ООО ... .
ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА И ИСТОЧНИКИ ИНФОРМАЦИИ:
1. Экспертное исследование технического состояния транспортных средств, - М.: ВНИИСЭ, - 1984.
2. Методическое руководство «Исследование недостатков легковых автомобилей отечественных моделей, находящихся в эксплуатации - РФЦСЭ, Москва 2006 г. (взяты только термины)
3. Автомобильный справочник – «BOSCH» - 2-е издание – изд. «За рулем» - 2004 год.
4. Руководство по эксплуатации автомобиля …….
5. Автомобили ………… – изд. Монолит, 2016 г.
6. Нормативно-техническая документация завода-изготовителя c сайта: www.kia-hotlene.com
ТЕРМИНЫ
Неисправное состояние (неисправность) - состояние автомобиля или агрегата автомобиля, при котором он не соответствует хотя бы одному из требований требованиям нормативно-технической и (или) конструкторской (проектной) документации.
Дефект - это каждое отдельное несоответствие продукции установленным требованиям. Может включать в себя и повреждение, и отказ.
Конструктивный дефект - это дефект, возникший по причине, связанной с несовершенством или нарушением установленных правил и (или) норм проектирования или конструирования автомобиля.
Производственный дефект - это дефект, возникший по причине, связанной с несовершенством или нарушением установленного процесса изготовления или ремонта.
Эксплуатационный дефект - это дефект, возникший по причине, связанной с нарушением установленных правил и (или) условий эксплуатации автомобилей.
ИССЛЕДОВАНИЕ
25.04.2017 года по адресу: ... на территории технического центра ООО «...» специалистом ООО «ЭКЦ «Автотранспорт» ... был произведён осмотр автомобиля ... – фото 1. Пробег автомобиля на момент осмотра составил 46414 км. Внешний осмотр проводился с применением фотоаппарата марки Sony SLT-A58K и дополнительного увеличительного объектива марки Sony SAL50M28. На осмотре присутствовали сотрудники технического центра ...

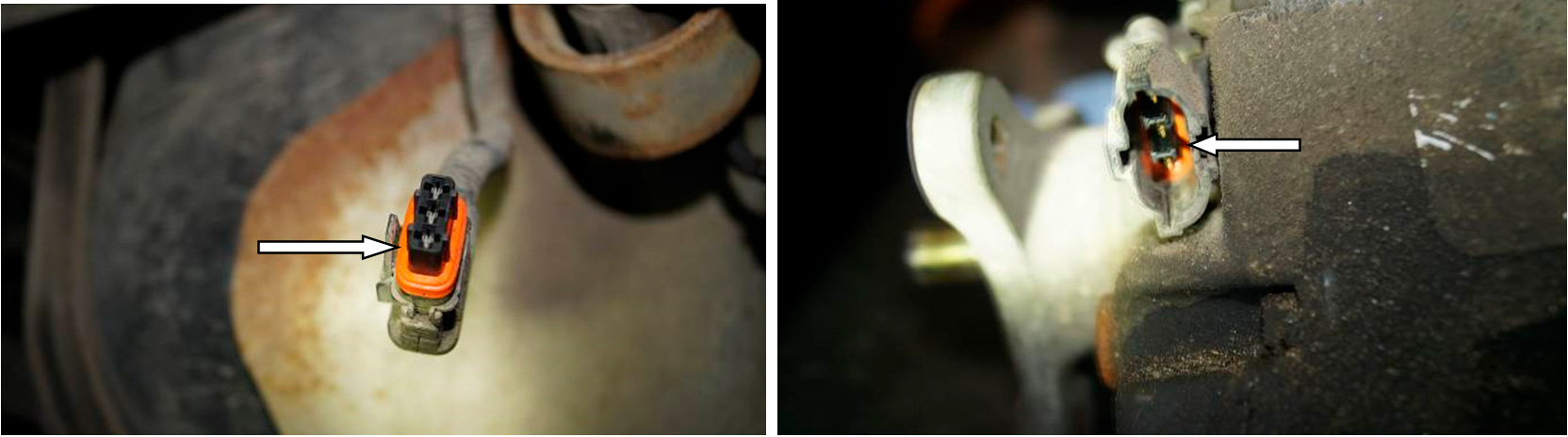
При запуске двигателя на щитке приборов загорелся сигнализатор неисправности полного привода автомобиля – фото 2.

При осмотре автомобиля снизу механических повреждений и течи гидравлической жидкости (масла) на деталях корпуса муфты включения заднего привода не зафиксировано.
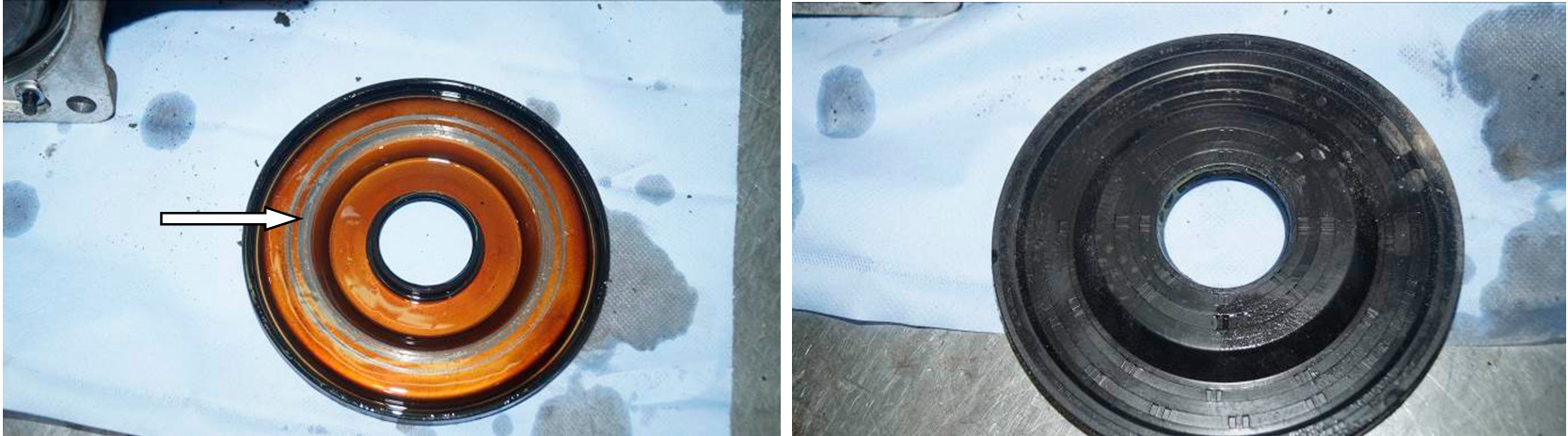
Муфта включения заднего привода была демонтирована с автомобиля, слита гидравлическая жидкость (масло). Масло имеет тёмный внешний вид. Запах горелого и перегретого масла отсутствует – фото 3,4. Разъёмы (штекеры) электрической части повреждений и оплавлений не имеют – фото 5,6.

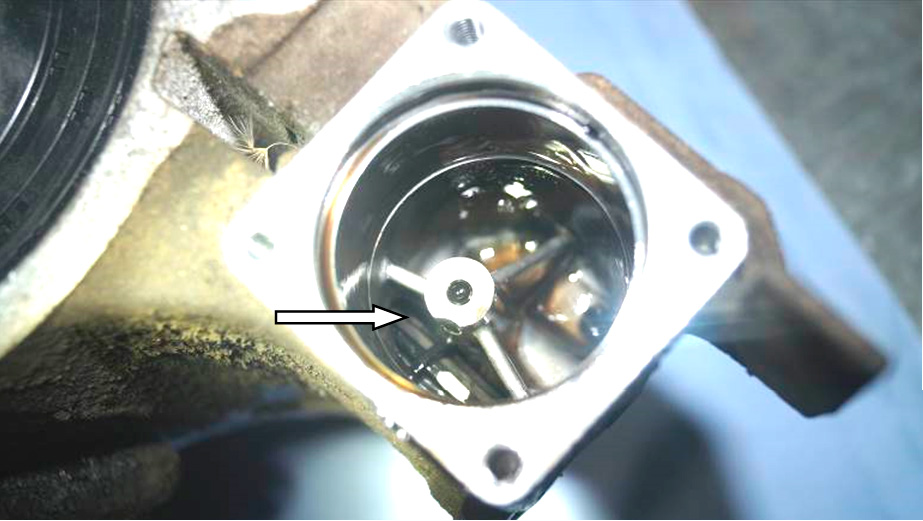
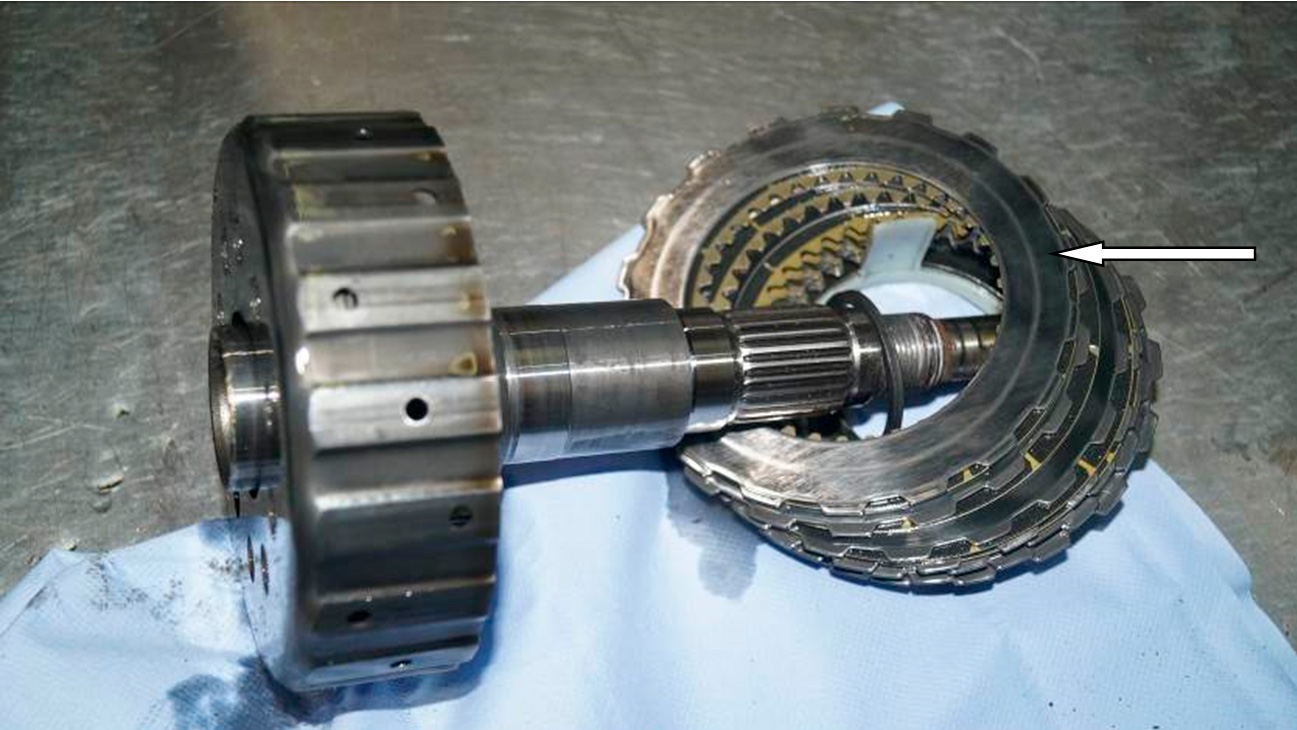
В процессе осмотра муфта включения заднего привода была разобрана. Шлицевые соединения вала муфты повреждений не имеют. Сетчатый фильтр не засорен – фото 7. Сальник (заглушка) муфты включения не повреждён, на внутренней стороне имеются следы, оставленные от контактного взаимодействия – фото 8,9.
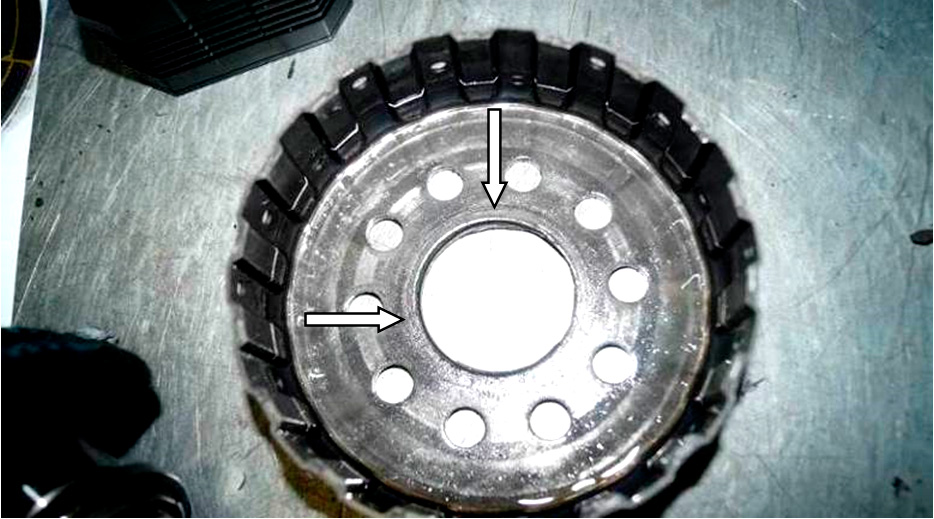
Сварной шов соединения барабана (корзины) и ступицы муфты включения заднего привода разрушен – фото 10,11.


На барабане (корзине) муфты включения в месте разрушения сварного шва зафиксированы следы в виде круговых царапин и задиров, а также локальный отрыв металла барабана в данном месте (в торцевой части)– фото 12,13,14. Наружная часть барабана в зоне локализации сварного шва деформирована. На барабане отсутствуют следы перегрева.


На ступице муфты включения имеется неравномерный характер разрушения в месте сварного шва в виде наклёпа металла – фото 15,16. На ступице отсутствуют следы перегрева.


Диски муфты включения заднего привода не имеют следов перегрева и значительного износа – фото 17,18. Подшипника муфты включения заднего привода не разрушены.

Согласно дефектовочной ведомости к заказ-наряду №390563, выданной …………., на момент диагностики автомобиля были выявлены следующие электронные ошибки: Р 1831 (Предупреждение о тепловой перегрузки муфты), Р 1832 (Предупреждение об отключении вследствие тепловой перегрузки муфты). Также установлено, что питание на гидравлический мотор поступает, гидравлический мотор создаёт давление необходимое для муфты включения заднего привода, но крутящий момент не передаётся на задние колёса (создаваемое давление фиксируется в данных блока управления полным приводом). Внешних механических повреждений муфта полного привода не имеет.
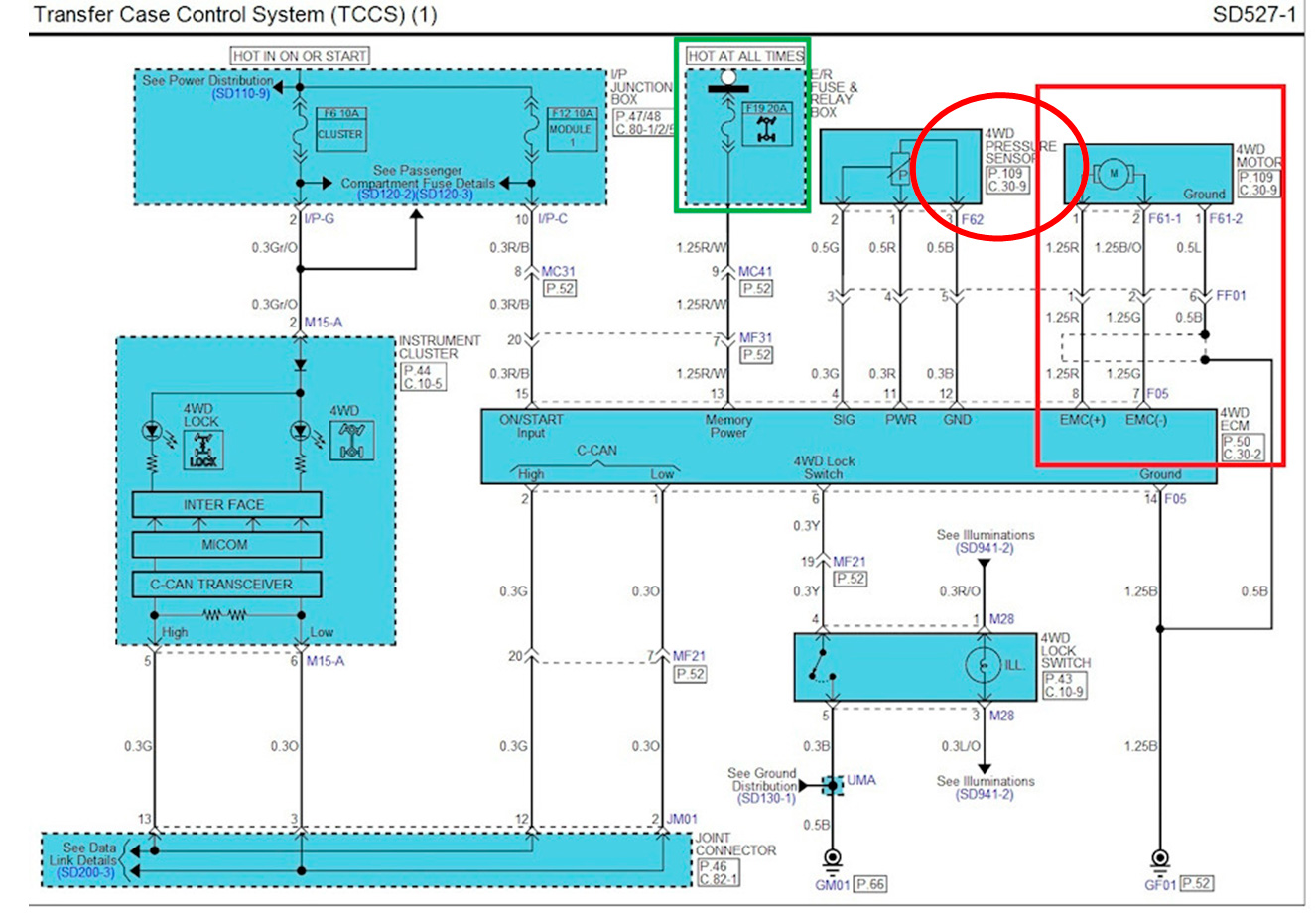
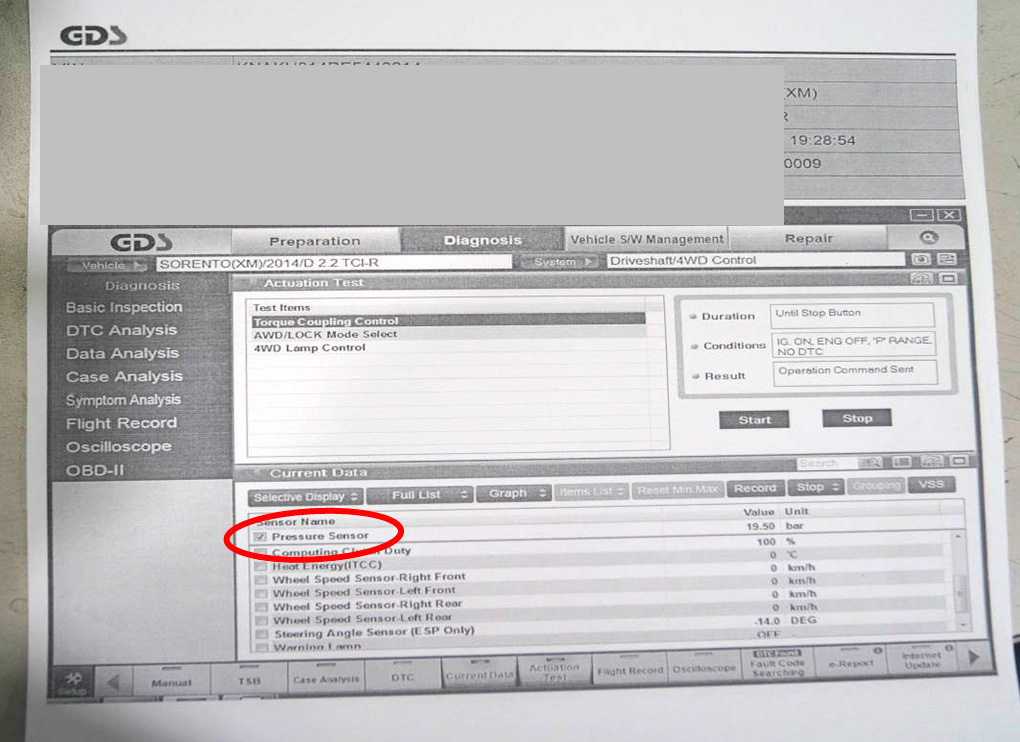
Согласно электрической схеме включения заднего привода автомобиля с данной конструкцией, установлен только датчик давления жидкости (масла) - датчик называется "4WD pressure sensor", – илл. №1 (см. в красном круге). Также согласно результатов компьютерной диагностики параметров работы муфты включения заднего привода исследуемого автомобиля (см. илл. 2), имеется только один диагностический параметр муфты включения заднего привода, а именно, давление жидкости (масла) – «pressure sensor». Датчика температуры нет, поэтому температуру жидкости (масла) в муфте включения заднего привода не измеряют.
В данном случае, с точки зрения специалиста, электронные ошибки Р 1831 (Предупреждение о тепловой перегрузки муфты) и Р 1832 (Предупреждение об отключении вследствие тепловой перегрузки муфты) могли возникнуть не из-за перегрева деталей муфты включения заднего привода, а по каким-либо другим косвенным признакам и причинам, связанных с особенностями программного обеспечения электронного управления исследуемого автомобиля и программ диагностического оборудования (например, разрушение сварного шва, разъединение барабана и ступицы могло привести к возникновению данных ошибок).
Для определения характера разрушения сварного шва, соединяющего барабан со ступицей, было проведено металловедческое исследование
ПРИЛОЖЕНИЕ №1
Металловедческое исследование
Литература
1. Лахтин Ю. М., Леонтьева В. П. Материаловедение. ООО ”Издательский дом Альянс”, 2009.
2. Материаловедение. Под общей редакцией Б. Н. Арзамасова, Г. Г. Мухина. М.: МГТУ им. Баумана, 2001.
3. Фрактография и атлас фрактограмм. Справочник. Перевод с анг. Под ред М. Л. Бернштейна. Москва: Металлургия, 1982.
4. Справочник по конструкционным материалам. Под общей редакцией Б. Н. Арзамасова, Т. В. Соловьевой. Москва, Изд-во МГТУ им. Баумана, 2005.
5. Ф. Хорн. Атлас структур сварных соединений. Перевод с немецкого. Под редакцией Э. С. Каракозова. М.: Металлургия, 1977.
6. ГОСТ 3242-79 «Соединения сварные. Методы контроля качества».
7. ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры».
8. ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств».
9. ГОСТ 7122-81 «Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава».
10. ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры».
11. ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры».
12. ГОСТ 19281-89 «Прокат из стали повышенной прочности. Общие технические условия».
13. ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения».
14. ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры».
Термины и определения
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой.
В процессе осмотра и исследования были применены:
— фотокамера NIKON COOLPIX AW130 №1413 44006448;
— лупа увеличительная с пределом увеличения - 5х, диаметром линзы - 80 мм;
— химический состав определялся на спектрометре «OBLF QSN 750»;
— исследование микроструктуры проводилось на оптическом микроскопе Neophot-21, производство Германия;
— бинокулярный микроскоп МБС-10.
На исследование поступили разрушенные барабан и ступица от муфты включения заднего привода автомобиля ... , фото 1. Барабан разрушен в зоне сварного соединения со ступицей, фото 2. В зоне разрушения имеется пластическая деформация барабана, фото 3.



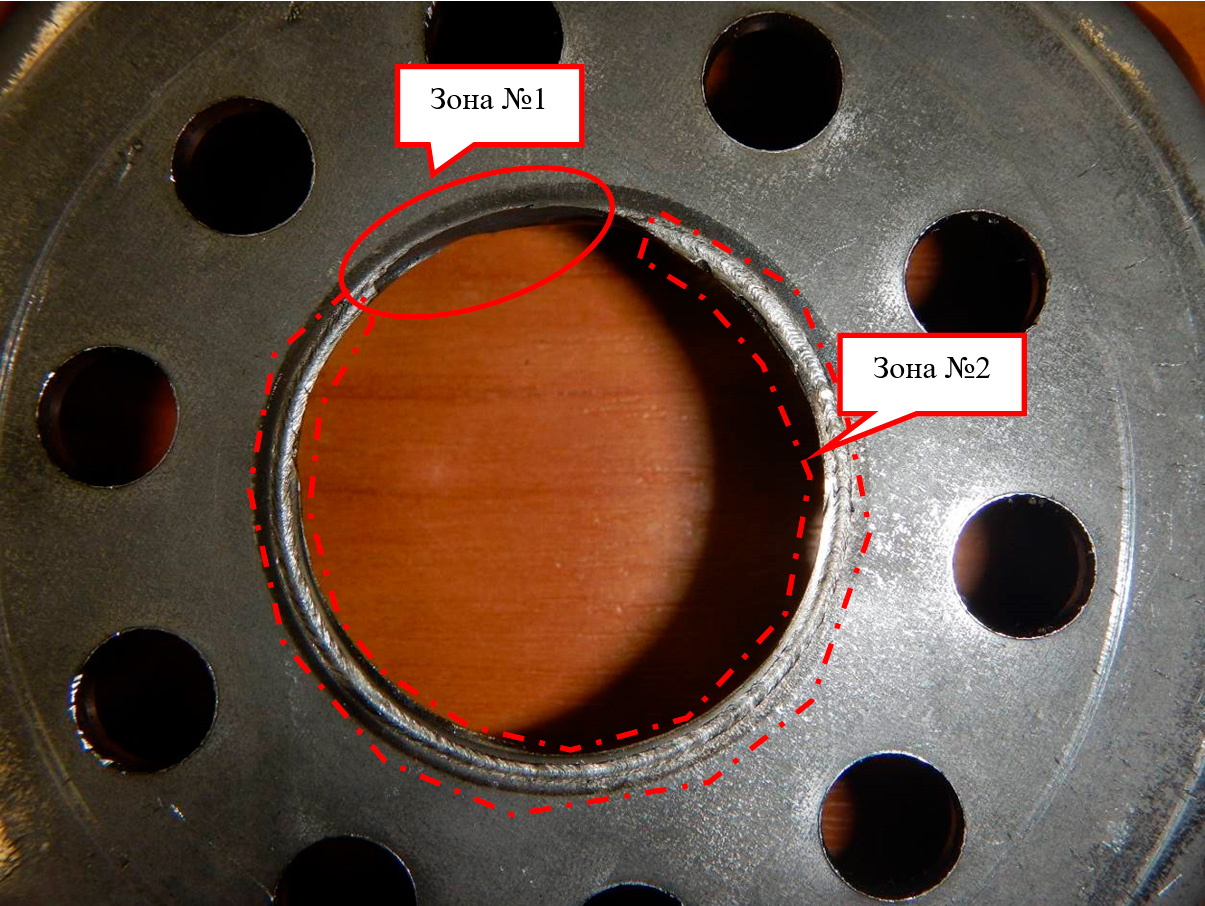
В процессе исследования поверхности излома барабана было установлено, что излом вязкий и носит силовой характер, о чем также свидетельствует пластическая деформация в зоне разрушения. Металлургических дефектов на поверхности излома в виде крупных пор и неметаллических включений не установлено. Излом имеет две характерные зоны: №1- разрушение произошло по телу барабана (тело барабана осталось на ступице), №2 – разрушение произошло по границе сварного шва со ступицей (тело сварного шва осталось на ступице), фото 4.
Стоит отметить, что пластическая деформация барабана располагается в зоне разрушения №1. Известно, что наибольшая пластическая деформация присуща зоне долома, из чего следует, что зона №1 является зоной долома.
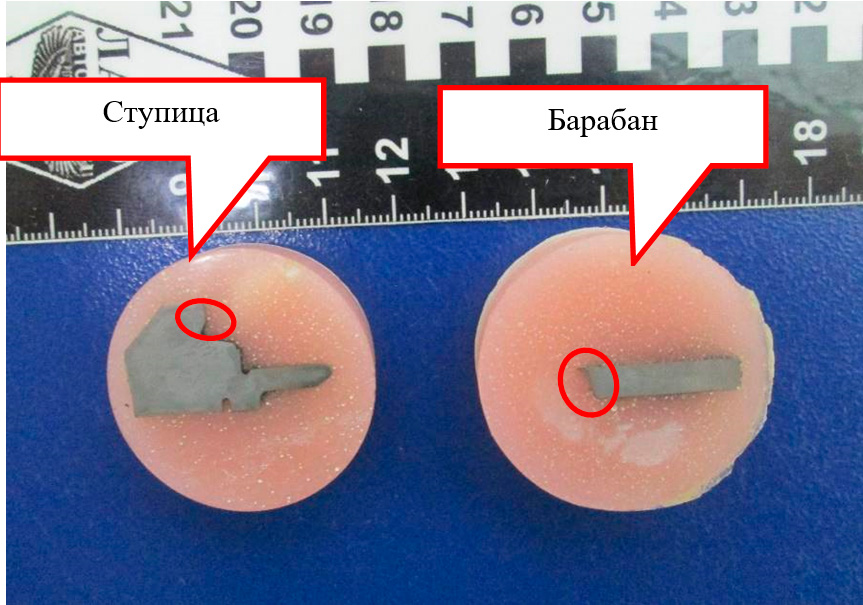
С целью микроструктурного анализа и определения химического состава материала исследуемых фрагментов от них были отрезаны фрагменты для анализа и изготовления микрошлифов. Изготовленные микрошлифы из фрагмента барабана и ступицы представлены на фото 5.
Химический состав % материала барабана и ступицы представлен в Таблице 1.
Таблица 1
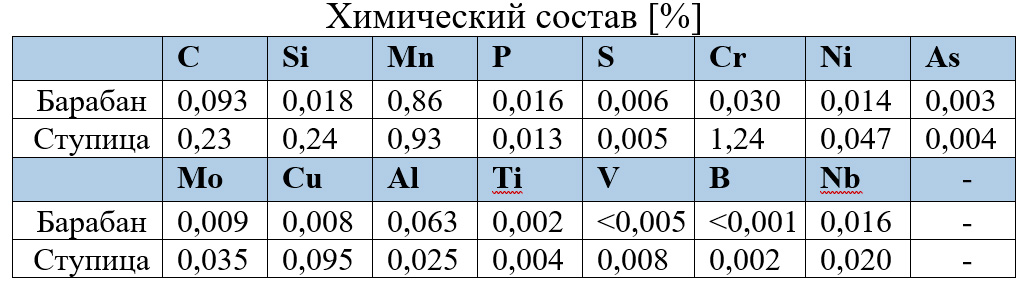
По химическому составу материал барабана близок к отечественной стали типа 08кп ГОСТ 1050-2013. Сталь конструкционная углеродистая, высокого качества с минимальным содержанием вредных примесей (серы и фосфора менее 0,025 % каждого).
По химическому составу материал ступицы близок к отечественной стали типа 20ХГР ГОСТ 4543-71. Сталь конструкционная хромомарганцовая, высокого качества с минимальным содержанием вредных примесей (серы и фосфора менее 0,025 % каждого).
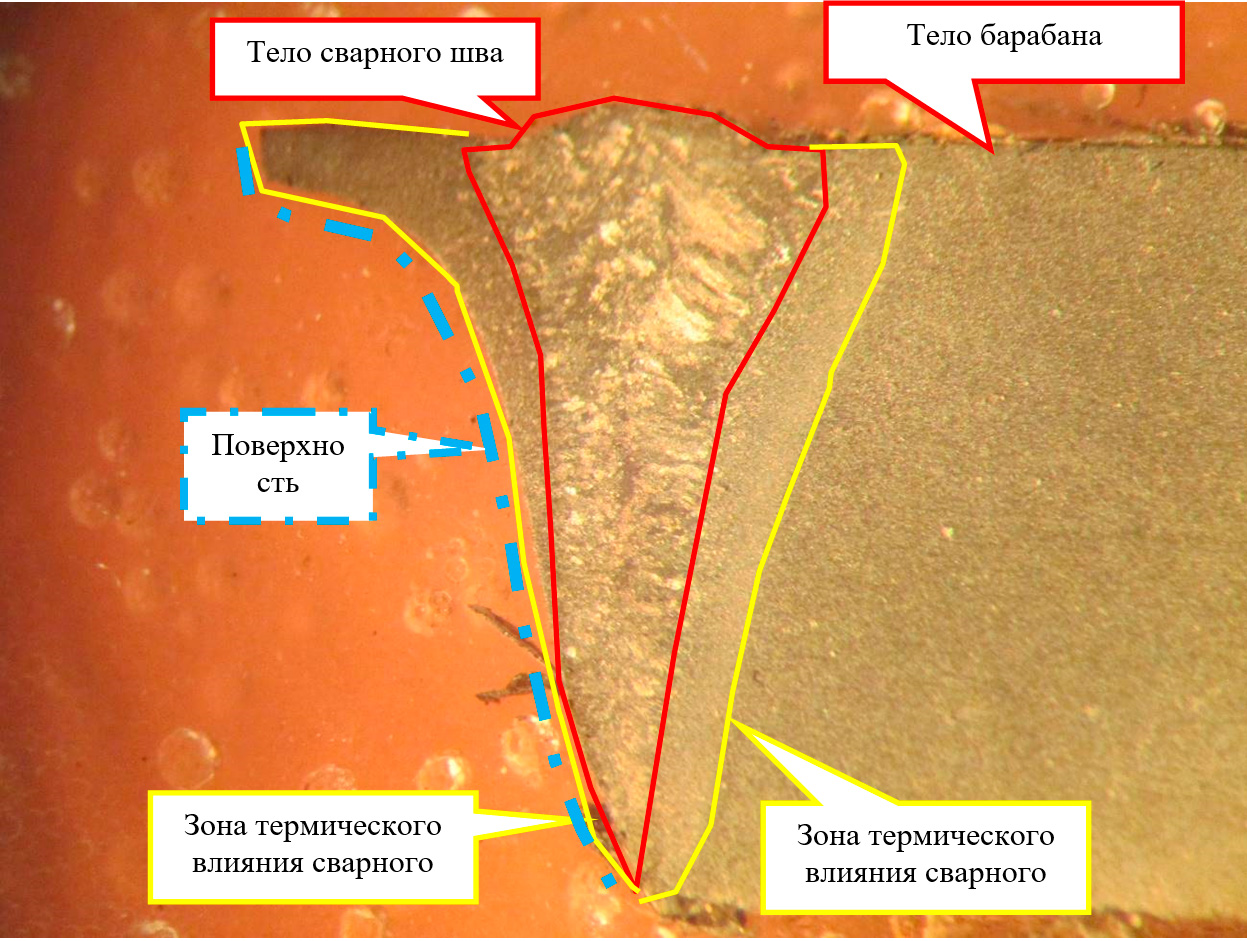
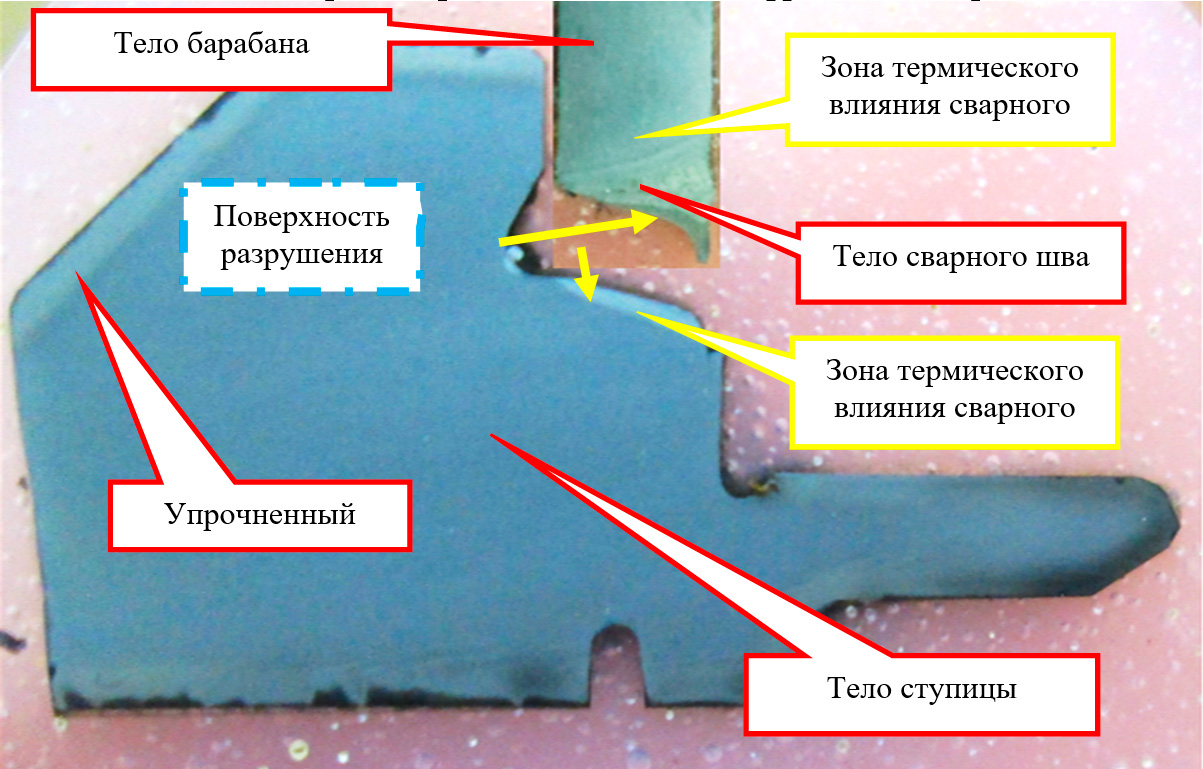
В процессе исследования изготовленных микрошлифов при помощи бинокулярного микроскопа МБС-10 и оптического микроскопа Neophot-21 было установлено, что разрушение произошло по телу материала барабана в зоне термического влияния сварного шва, фото 6-7.
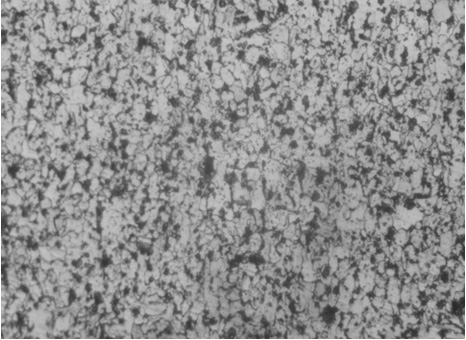
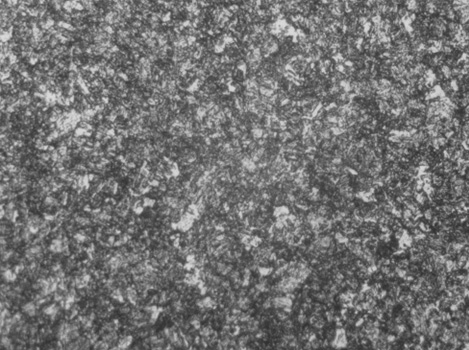
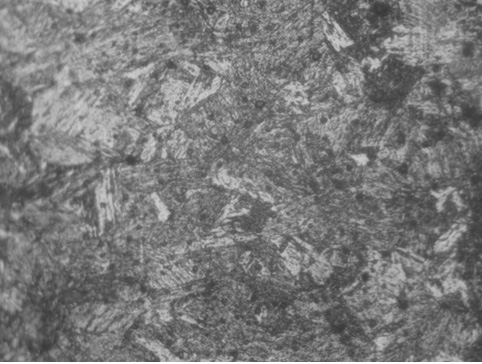
Исследование микроструктуры материала свариваемых деталей и сварного шва до травления в 4-х % растворе азотной кислоты в этиловом спирте металлургических дефектов в виде крупных неметаллических включений, пор, раковин не обнаружило. После травления микроструктура материала барабана представляет собой феррит + перлит, фото 8. После травления микроструктура сердцевины материала ступицы представляет собой сорбит, фото 9. Микроструктура сварного шва представляет собой столбчатую форму кристаллов (тонкие дендриты со слабо развитыми осями второго порядка), фото 10.
Вывод по металловедческому исследованию
Металлургических дефектов в материале барабана и ступицы муфты включения заднего привода не установлено.
Технологических дефектов в сварном соединение, таких как поры, непровары, подрезы, трещины не установлено.
Разрушение носит силовой характер, вследствие приложения нагрузки превышающей конструктивную прочность изделия.
Наиболее вероятно, что значение расчетного крутящего момента, на которое рассчитано изделие, ниже реального крутящего момента, которое возникает в процессе эксплуатации автомобиля (иными словами, изделие обладает низким качеством сварного соединения).
Примечание: прочностной расчет сварного соединения выходит за рамки компетенции эксперта металловеда.
Специалист ... .
На основании осмотра автомобиля, металловедческого исследования и изучения документации по исследуемому автомобилю, можно сделать промежуточные выводы:
- в процессе осмотра не выявлены механические повреждения и признаки работы муфты включения заднего привода в условиях недопустимых нагрузок или длительной работы с повышенным температурным режимом (корпус муфты включения заднего привода механического повреждений не имеет, течи жидкости (масла) не выявлено, шлицевые соединения и подшипники муфты не повреждены, перегрева деталей муфты, цвета побежалости (перегрева), термического разрушения на деталях муфты и горелого запаха жидкости (масла) не зафиксировано). Исходя из этого, не выявлены признаки нарушения условий эксплуатации муфты включения заднего привода;
- наличие деформации наружней части барабана, локальный отрыв металла барабана в месте расположения сварного шва, отсутствие следов побежалости (перегрева) в зоне крепежа данных деталей указывает на силовой разрыв сварного шва при приложении нагрузки превышающей его прочность. Данный факт может косвенно указывать на наличие конструктивных дефектов в данном соединении, а именно, недостаточная прочность, толщина сварного шва или толщина металла барабана в месте сварки и т.д. По результатам проведённого металловедческого исследования, можно констатировать, что разрушение сварного соединения барабана и ступицы может быть из-за низкого качества сварного соединения, из-за конструктивных просчётов прочности сварного соединения относительно передаваемых нагрузок на данные детали и т.д. Установить наличие конструктивных дефектов в рамках автотехнической или металловедческой экспертизы не представляется возможным, так как данные исследования возможны только на заводе-изготовителе (инженерами-конструкторами) при наличии необходимой инженерно-конструкторской документации.
ВЫВОДЫ
1. Причиной выхода из строя муфты включения заднего привода автомобиля ………….. является разрушение сварного соединения барабана и ступицы муфты.
2, 3. Причина выхода из строя муфты включения заднего привода не является следствием нарушения условий эксплуатации автомобиля, а может носить конструктивный (производственный) характер (например, низкое качество сварного соединения барабана и ступицы, конструктивные просчёты прочности сварного соединения относительно передаваемых нагрузок на данные детали и т.д.).
Специалист ... .